 English
English Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик


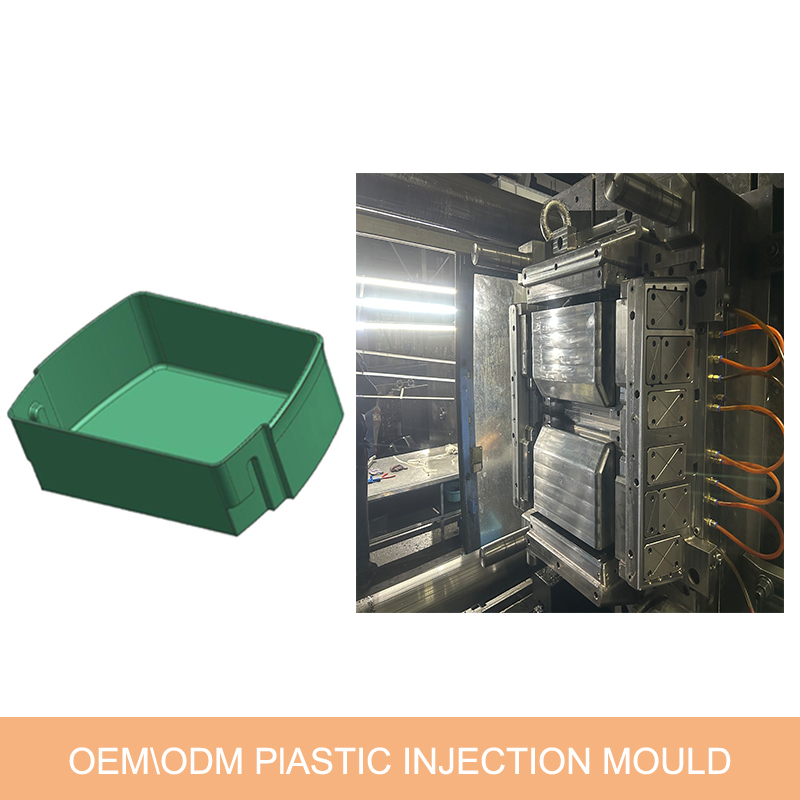
Was ist ein Heißkanal? WARUM MÜSSEN WIR HEISSKANALFORMEN VERWENDEN?
Heißkanaltechnologie, eingeführt in die Die Kunststoffindustrie revolutionierte vor über 50 Jahren das Spritzgießen Verarbeitungsmöglichkeiten durch Verbesserung der Qualität der Formteile und Verbesserung der Betriebsabläufe Effizienzsteigerungen, Ausschussreduzierung und Kosteneinsparungen.
Vor der Heißkanaltechnik waren Kaltkanäle weit verbreitet Spritzgussformen. Kaltkanalformen standen beim Transport des Harzes vor vielen Herausforderungen vom Maschinenzylinder bis in die Hohlräume, ohne dass sich dies auf Strömung und Thermik auswirkt Eigenschaften des Harzes. Mit der Weiterentwicklung der Harztypen und der Aufgrund der Komplexität der Formen- und Teilekonstruktionen wurde es immer schwieriger Steuern Sie den Formprozess über Kaltkanalformen, um Formteile daraus herzustellen akzeptable Qualität.
Doch mit der Einführung der Heißkanaltechnik mit Fortschrittliche thermische Kontrollen und die Verarbeitung breiterer Harzbereiche wurden immer umfangreicher praktisch und praktisch für Spritzgießer. Im Gegensatz zu einer Kaltkanalform ist die Heißkanalkomponenten werden einzeln erhitzt, um sicherzustellen, dass das Harz die Temperatur beibehält Temperatur kontinuierlich durch die Form. Die Temperatur jedes Heißkanals Auch die erhitzte Komponente kann präzise gesteuert werden, um den Prozess sicherzustellen Optimiert für die Anforderungen jedes Harztyps, der höchste Ergebnisse liefert mögliche Teilequalität. Heutzutage sind Heißkanalsysteme in der Lage, hohe Leistungen zu erbringen komplexe Teile in einer Vielzahl von Größen, die in jeder Branche eingesetzt werden.

Wie man gestaltet Heißkanalplatte für Spritzgussform
Richtiges Design des heißen Angussplatten sind entscheidend für den Formerfolg. Die Heißkanalplatten müssen erfüllen die Funktion einer starren und stabilen Stütze, auch wenn sie hohen Belastungen ausgesetzt sind mechanische Belastungen sowohl von den Heißkanalkomponenten als auch von der Formmaschine. Heißkanalplatten bestehen aus einer Verteilerplatte und einer Trägerplatte Zusammengefügt bilden sie die strukturelle Hülle des Heißkanalsystems. Als ein wesentlicher Bestandteil eines erfolgreichen Heißkanals, die Konstruktion und Herstellung des Heißkanalplatten verdienen eine Diskussion.
Heißkanalsysteme nutzen die Wärmeausdehnung, um eine zu entwickeln Dichtkraft zwischen Bauteilen. Die Siegelkraft entsteht beim Verkleben zwischen Verteiler und Trägerplatte widersteht einem Nachgeben gegenüber der Thermik Erweiterung der vielfältigen Komponenten. Die Siegelkraft muss ausreichend sein verhindern das Austreten von Kunststoff bei maximalem Maschinendruck und können 12.000 lbf überschreiten für jede Düse. Darüber hinaus werden Heißkanäle für Formen mit hoher Kavitation verwendet Kreuzverteiler, die die wirkenden Kräfte um bis zu 80.000 lbf erhöhen können Trennen Sie die Platten.
Klemmtonnage und -kräfte aus der Maschinendüse wirken auch auf die Heißkanalplatten und müssen sein bei der Gestaltung der Platten berücksichtigt werden. Die Klemmkraft wird durch übertragen Heißkanalplatten bis zur Trennfuge. Die Heißkanalplatten müssen beide schützen die internen Verteilerkomponenten vor den zyklischen Kräften der Klemmkraft und Widerstehen Sie einer Durchbiegung, die zu einem Verschleiß der Formkomponenten führen kann. Zusätzlich andere Kräfte Auf den Verteiler wirken unter anderem die Maschinendüse und der Kunststoffdruck - Beide wirken zusammen mit der Dichtungskraft, um den Verteiler zu trennen Trägerplatte.
Beim Spritzgießen teilweise kristallin Bei technischen Thermoplasten kommt es auf die Wahl des richtigen Heißkanalsystems an die Funktion der Kunststoffspritzgussform und des Formteils Teilequalität. Hier muss die Temperatur deutlich strenger kontrolliert werden als bei amorphen Materialien. Die Art des Heißkanalsystems Die verwendeten Materialien und deren Einbau entscheiden über die Eigenschaften der fertigen Teile. In diesem Artikel geht es um die wichtigsten Punkte, die es zu beachten gilt bei der Auswahl des am besten geeigneten Heißkanalsystems für POM (Acetal), PA (Nylon), PBT und PET (Polyester).
Anfrage absenden


X
Wir verwenden Cookies, um Ihnen ein besseres Surferlebnis zu bieten, den Website-Verkehr zu analysieren und Inhalte zu personalisieren. Durch die Nutzung dieser Website stimmen Sie der Verwendung von Cookies zu.
Datenschutzrichtlinie